
新闻动态
NEWS

随着“中国制造2025”的来临,工业制造的自动化程度将越来越高,MES系统在钣金加工中的应用也将越来越广泛。企业开始认识到要从最基础的生产管理上提升竞争力,重视信息的准确性及时性,规范流程,意识到通过MES系统的引入,能够充分发挥企业信息化的作用,提高企业竞争力,为企业带来预期效益。MES在国外已经广泛的应用,而国内也有不少企业对MES产生了浓厚的兴趣。
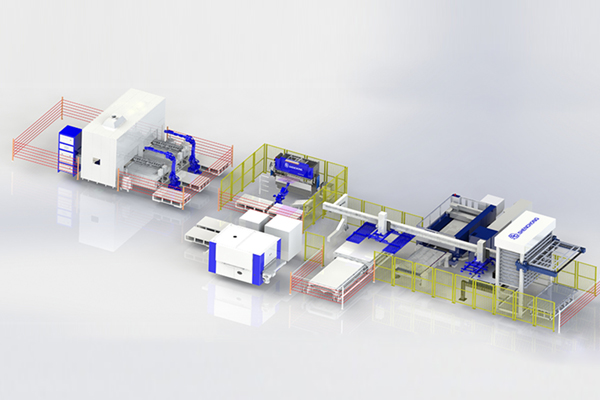
钣金柔性生产线
钣金柔性生产线概述
主要由多列库单元、冲剪复合单元、激光切割单元、机器人折弯单元等组成。
多列库单元
多列库单元主要由货架、巷道式堆垛机、进出库工作台、WCS系统、WMS系统等组成。用于板材的存储、信息管理,以及将板材输送到各个设备端进行加工。
冲剪复合单元
冲剪复合单元主要由上料装置、冲床、直角剪装置、分选装置、码垛装置等组成;从多列库中取出板材进行冲压、成形、滚筋、打标等工艺加工,并剪切成每个半成品零件,由码垛装置将不同零件分类堆垛,再存储到货架上。
激光切割单元
激光切割单元主要由上下料装置、激光切割机、交互工作台等组成;从多列库中取出板材进行切割加工,由上下料装置进行分拣,再存储到货架上。
机器人折弯单元主要由上料台、定位工作台、翻面架、机器人、折弯机、下料台等组成。用于将冲剪复合单元/激光切割单元加工的部分零件折弯成各种客户所需的半成品,通过人工转运到下道工序。
设备任务自识别
设备在接收到上位发送的任务后,进行任务识别,识别内容如下:
⑴冲剪复合单元:检查机床行程、冲压吨位等机床特性是否满足该任务需求;检查冲床模具,剪床刀口间隙是否准备到位。
⑵激光切割单元:检查切割气体是否满足要求。
⑶机器人折弯单元:主要是折弯模具是否可行。
设备任务识别完成后,将识别结果反馈给上位控制系统,对于可执行的任务立即开始加工,对于识别失败的任务反馈上位控制系统任务失败原因。
冲剪复合单元、冲压单元、激光切割单元、机器人折弯单元根据所接收的任务要求向料库要料,由于冲剪复合单元、冲压单元、激光切割单元、机器人折弯单元均由多列库单元提供原材料,因此多列库单元根据两者请求要料的时间顺序,依次向设备输送原材料。若发现原材料没有或数量紧张,及时向MES反馈,提示及时增补。
设备加工及信息反馈
加工设备在料库将原材料板材输送到位后,开始进行任务加工。设备在加工过程中对于加工信息实时向上位进行反馈,同时对于设备状态进行实时刷新。
MES系统控制流程
MES系统主要控制流程,首先建立作业计划,进行物料检查,在不缺料的情况下进行加工排程,将作业计划下达到各设备端,由设备端发出用料请求后,多列库单元进行物料的配送,配送完成后,设备端开始生产,生产完成,进行半成品的入库申请,物料入库,报工。
推荐阅读:剪板机日常维护保养方面应该注意哪些?





