
新闻动态
NEWS

2020 年初至今,受疫情的影响,世界经济格局产生了很多变动,各行各业为了应对疫情,人工、材料、运输等生产运营成本都有所增加。在如此苛刻的环境下,如果想保证企业在正常运转同时又取得较好的生产效益,并不是一件容易的事情。因此,企业是否拥有果断精准的判断和长远的转型投资方针对其生存起着决定性作用。疫情发生到现在,从我司客户的采购趋势来看,有很多企业还在继续采购钣金设备,且基本上都是以采购自动化、智能化、柔性化加工单元或生产线为主。
冲床料库自动分拣与折弯机器人生产线方面的应用方案,希望能给大家带来一些参考。此生产线主要分为:(1)高速数控伺服冲床或冲床激光复合机;(2)材料、分拣成品储存的料库系统;(3)数控伺服折弯机;(4)折弯机器人及周边设备;(5)冲床、折弯编程软件和数据监控收集软件。
钣金自动分拣系统主要是在编制钣金套料分拣程序时编程软件(CAD、CAM)会将分拣工件的吸取和码垛位置以及分拣顺序等信息代码自动输出,再通过多组多子吸盘工装与数控冲床、激光及冲床激光复合机进行无缝通信对接,实现钣金工件的无人自动分拣。数控冲床或激光分拣系统最小可以分拣100mm×80mm 的工件,最大可以搬送150kg 的板材。
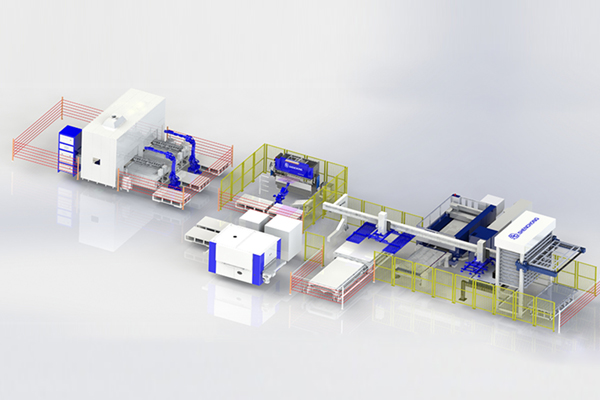
钣金产线
折弯机器人生产线运行模式
该生产线可根据客户产品、生产模式、冲切和折弯工件的加工节拍时间等方面来选择相应的运行模式。其中大体可分为:(1)冲床自动分拣料库与折弯机器人单元全自动运行模式。(2)冲床与自动分拣料库单元独立全自动分拣运行模式。(3)折弯机与折弯机器人单元独立全自动折弯运行模式。(4)冲床或折弯机单体手动加工模式。
冲床自动分拣料库与折弯机器人单元全自动运行模式
此模式是在进行冲、折分拣联动运行时,料库单元与折弯机器人单元构成的全自动运行模式,多子吸盘上料装置从立体料库后方的上料区取出单张所需加工的材料→定位上料加工开始→循环运行(1)、(2)、(3)、(4)各步骤动作。
折弯机器人单元全自动运行模式(1)需要与后工序的自动折弯单元联动加工的工件。多子吸盘分拣装置通过延长轨道将折弯工件分拣之后搬送至折弯交叉式传送带上→传送带将其搬送至机器人上料处并对其进行定位处理→折弯机器人将吸取定位好的折弯工件进行自动折弯加工→成品再通过机器人自动码垛至成品台车上。(2)同一排版分拣套料不需要与后工序的自动折弯单元联动加工的工件。多子吸盘分拣装置根据加工程序事先设置好的摆放码垛位置,将加工好的成品按照顺序自动吸取分拣至料库后方的成品码垛区。成品码垛区的成品可以自动回料库,也可以人工出库操作。
冲床与自动分拣料库单元独立全自动分拣运行模式
当不需要与折弯单元进行联动或在夜间进行无人自动分拣加工时,冲床与自动分拣料库作为一套完全独立自动分拣系统进行冲床全自动分拣运行加工。同时也可以进行微连接整板上、下料的全自动循环加工。为冲床与自动分拣料库单元全自动运行模式。多子吸盘上料装置从立体料库后方的上料区取出单张所需加工的材料→定位上料→循环运行下述(1)、(2)、(3)各动作。
折弯机与折弯机器人单元独立全自动折弯运行模式
根据客户生产模式的需求,折弯机与折弯机器人单元也可以作为一套完全独立的自动折弯单元进行全自动折弯加工。当冲床、分拣上下料料库系统与折弯机器人单元的加工节拍时间不匹配,或其他冲床、激光加工的工件需要自动折弯加工时可以采用此模式。图8 冲床与自动分拣料库单元独立全自动运行模式
冲床或折弯机单体手动加工模式
料库单元故障或需要加急部品对应时,可采用冲床单机手动运行模式。通过人工手动上下料来满足和确保生产要求。为一台独立的冲床单机进行传统的人工上下料加工。
生产线所对应钣金软件
自动分拣、折弯机器人生产线的钣金产线软件运用流程,从设计好的3D 部品自动展开处理、冲床或激光分拣嵌套、折弯加工等加工程序可自动批量处理,到自动推送至各加工单元系统实现全程自动化生产。同时可以对各设备加工实际状况进行监控,实时收集加工数据反馈给客户的MES等生产管理系统。并且,可以根据客户需求自由选配组合钣金软件。
推荐阅读:钣金切割激光自动化生产线





