
新闻动态
NEWS

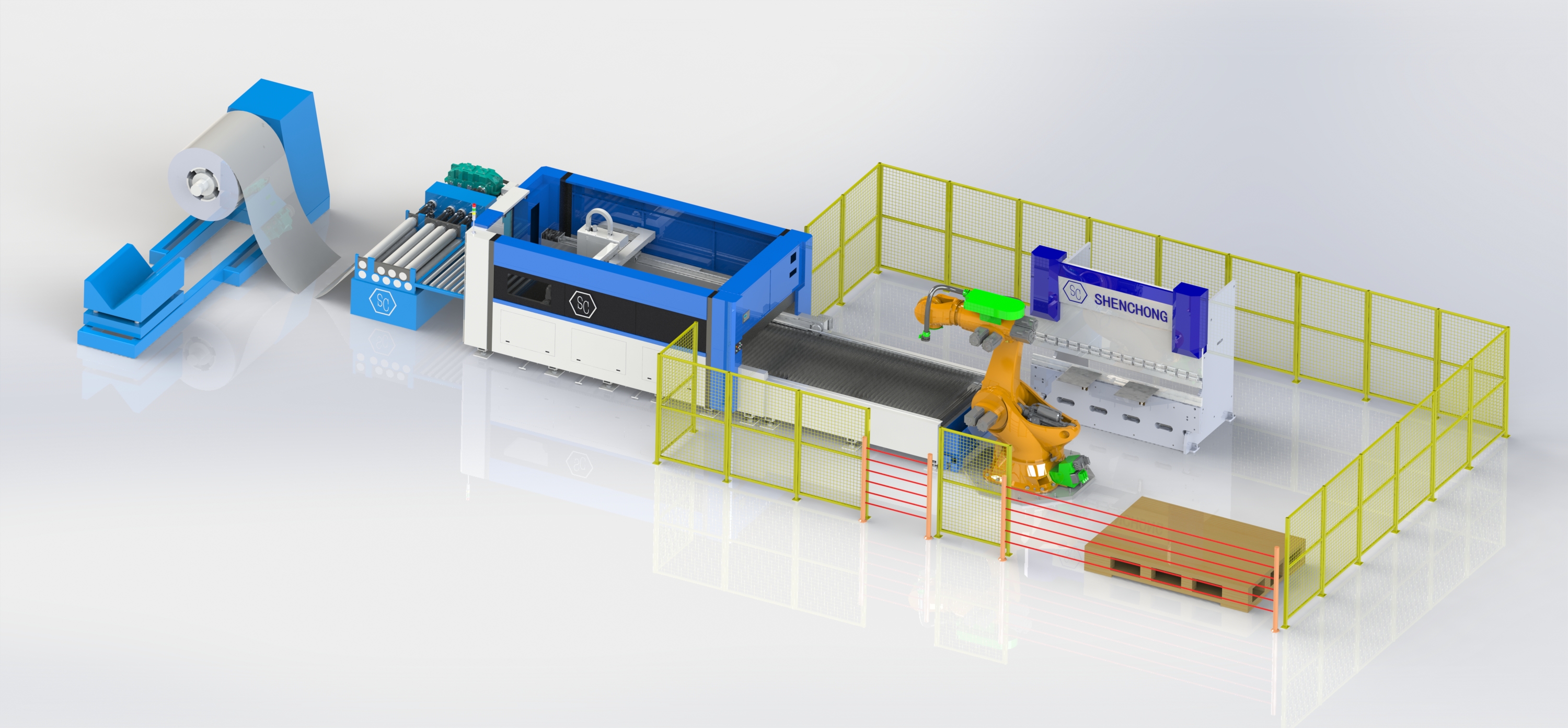
开卷校平激光自动化生产线施工工程,本着自动控制、远程监管、减员增效、节能减排、环评达标、安全运行目的而进行编制。主要内容有:柔性钣金生产线,总控管理系统,辅助生产设备。
开卷校平激光自动化生产线加工流程:
适用钢卷及规格:
输送平台把废料推送到废料筐
循环自动加工、加工完成后将余料收料,卷料
采用两辊夹送,十一辊整平结构型式。电机经减速机、齿轮带动下整平辊工作。上辊滑座可根据不同的板厚进行角度和压下量的调整。
矫正能力表(以碳钢板为例,材料屈服强度:368,抗拉强度588)
极小的占地面积非常适合空间有限的客户群体;紧促占地面积小;
滚动支撑平台与材料同步移动,更好的支撑板材。
床身采用整体焊接的方式,退火消除内应力后进行加工,其流程为焊接→去应力退火→粗加工→振动时效→精加工,较好地解决了因焊接及加工而产生的应力,从而大大地提高了机床的稳定性,能长时间保持机床的精度
单梁桁架下料带码料功能:
行走机构采用单梁桁架式,吸盘设计,实现到激光切割机送料平台上进行取料,码料、横梁和立柱均可以独立调整水平及锁定,水平行走,垂直行走采用伺服电机驱动,齿轮齿条传动。采用吸盘吸取板料,单个吸盘均可前后,左右调节距离,保证准确吸取板料,下料,码料。吸盘可以采用真空阀控制(选配), 即使在意外断电和断气时板料也不会坠落,保护设备的运行安全性与稳定性。





