
新闻动态
NEWS

数控转塔冲床具有加工产品精度高、运行速度快、模具通用性强的特点,特别适合小批量、多品种产品的加工,因此在如今得到钣金加工行业广泛的认可。在钣金加工领域,随着近几年大扭矩伺服电机及驱动系统的改良与推广,全电伺服转塔冲床取得了巨大的进步,并逐步取代了液压式结构,成为行业的主流产品。
如果工件出现大的毛刺或者冲压时产生异常噪声,可能是模具钝化了。这个时候就需要检查冲头以及下模,当其刃边磨损产生半径约0.10mm的圆弧时,就要刃磨了。实践证明,经常进行微量的刃磨,而不是等到非磨不可时再刃磨,不仅会保持良好的工件质量,减小冲裁力,而且可以使模具寿命延长一倍以上。
伺服数控转塔冲床模具维护和保养:
⑴冲床设备在出厂前设计与加工的模具对中性差。模位孔对中性不好,会使模具在使用过程中发生碰撞和摩擦,目前国内一线水平的数控冲床生产厂家的模位对中精度也只能控制在0.02mm,模位对中精度能够达到0.01mm级别的很少,模具模位的对中性不好直接损害到模具。
⑵模具材料性能差。高速运转的过程中,材料不好易发热不均导致变形。
⑶润滑。在高速使用过程中,模具长期与模座或者导向孔接触,模具在上下运动的过程中,机床会发生一些倾斜振动,模具与模座或者导向孔摩擦损伤模具以及机床。
⑷使用环境。充满灰尘的工作环境会使得模具内部不干净,会导致模具卡死不回弹,甚至将冲头崩断,这是非常危险的。
⑸加工板材偏薄或者偏厚。一般数控冲床的冲压厚度为0.8~6mm,如若一直在临近0.8mm或者6mm的情况下工作,模具精度会受到影响。
⑹超负荷使用,会影响到模具的使用寿命。
⑺加工工序的优化不到位。很多用户在使用数控冲床时,编写加工工艺存在问题,使得模具切割面的一半甚至不到一半的切割面接触到工件,这样的边缘加工工艺会直接导致模具崩刀。一般说来普通模具寿命是30万次左右,进口高速钢是50万次左右,影响数控转塔冲床模具使用寿命的原因中最直接的就是板料越厚、材料越硬,模具寿命就会越短。
如果数控冲床冲压的是大孔径厚板,就需要精确计算所需要的冲裁力。因此在大工位上冲压加工比较厚的板料时,需要采用公式⑴:冲压力(kN)=冲压孔的周长(L)×材料厚度(T)×0.345×材料因数(F)×剪切因数(S)⑴。模具安装好后,要边转动转塔冲床,边观察上下转塔之间,特别是凹模有没有高低不平。
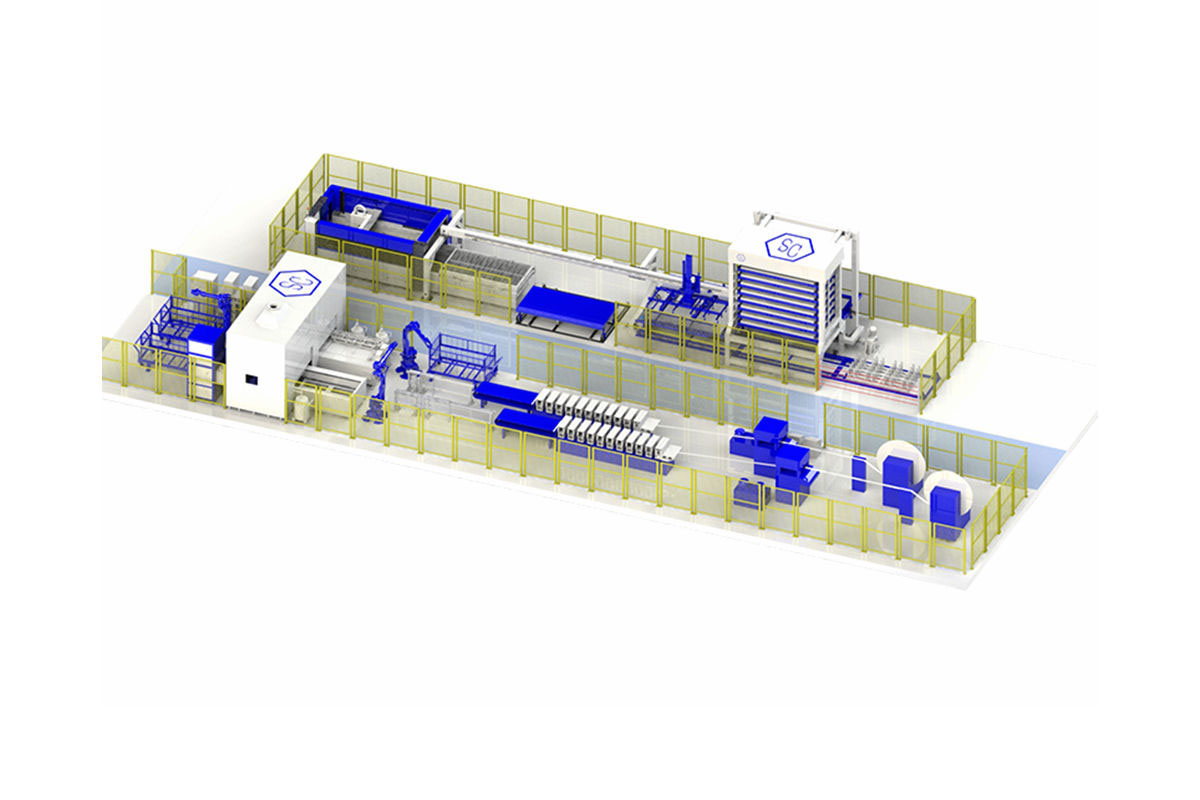
目前,很多单机已经满足不了行业的需求,自动化在机械行业里所占的比重日益增多。冲床配有自动上下料生产线,主要包含冲床自动上料装置,能够取代人工进行自动上料,以合理的成本为客户提供自动化冲裁加工解决方案,市场需求量大,符合行业发展趋势。整体采用桁架结构,负载能力强,定位精度高,速度快,尤其适用于大幅面板材的自动上料。





