
新闻动态
NEWS

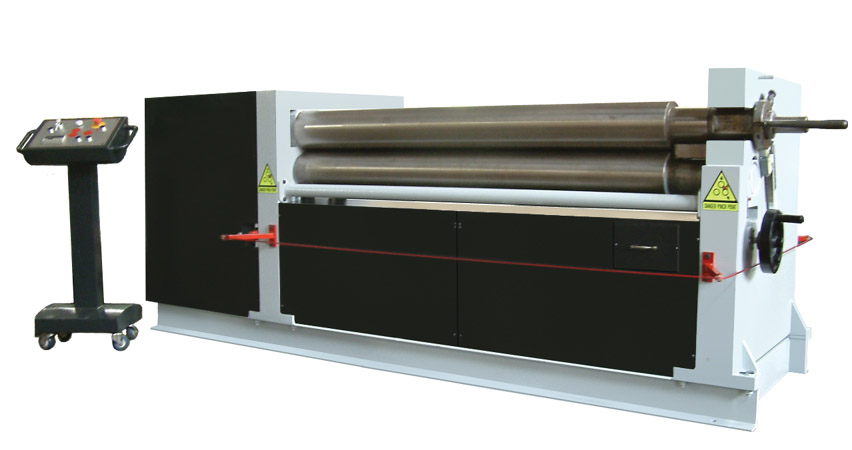
卷板机是对板材进行连续点弯曲的塑形机床,具有卷制O型、U型、多段R等不同形状板材的功能。
工作原理
对称式卷板机的上辊在两下辊中央对称位置,通过液压缸内的液压油作用于活塞作垂直升降运动。通过主减速机的末级齿轮带动两下辊齿轮啮合作旋转运动,为卷制板材提供扭矩。
规格平整的塑性金属板通过卷板机的三根工作辊(二根下辊、一根上辊)之间,借助上辊的下压及下辊的旋转运动,使金属板经过多道次连续弯曲(内层压缩变形,中层不变,外层拉伸变形),产生永久性的塑性变形,卷制成所需要的圆筒、锥筒或它们的一部分。
该液压式三辊卷板机缺点是板材端部需借助其它设备进行预弯,更适用于卷板厚度在50mm以上的大型卷板机。两下辊下部增加了一排固定托辊,缩短两下辊跨距,从而提高卷制工件精度及机器整体性能。
分类
卷板机由于使用的领域不同,种类也不同。
从辊数上分为三辊卷板机和四辊卷板机。其中三辊卷板机又分对称式三辊卷板机、水平下调式三辊卷板机、弧线下调式卷板机、上辊万能式三辊卷板机和液压数控卷板机。
从卷板机的发展上说,上辊万能式最落后,水平下调式略先进,弧线下调式最高级。三辊卷板机有机械式和液压式,其中机械式三辊卷板机又分为对称和非对称。

弧线下调四辊卷板机
三辊机械式对称卷板机性能特点:该机结构型式为三辊对称式,上辊在两下辊中央对称位置作垂直升降运动,通过丝杆丝母蜗杆传动而获得,两下辊作旋转运动,通过减速机的输出齿轮与下辊齿轮啮合,为卷制板材提供扭矩。该机缺点是板材端部需借助其它设备进行预弯。
三辊机械式非对称卷板机主要特点:该机结构型式为三辊非对称式,上辊为主传动,下辊垂直升降运动,以便夹紧板材,并通过下辊齿轮与上辊齿轮啮合,同时作为主传动;边辊作倾升降运动,具有预弯和卷圆双重功能。结构紧凑,操作维修方便。
三辊液压式对称卷板机主要特点:该机上辊可以垂直升降,垂直升降的液压传动,通过液压缸内的液压油作用活塞杆而获得;下辊作旋转驱动,通过减速机输出齿轮啮合,为卷板提供扭矩,下辊下部有托辊,并可调节。上辊呈鼓形状,提高制品的直线度,适用于超长规格各种截面形状罐。

上调式对称式三辊卷板机可将金属板材卷成圆形、弧形和一定范围内的锥形工件,本机种两下辊为主动辊,上辊为从动辊。它广泛使用于造船、锅炉、航空、水电、化工、金属结构及机械制造行业。适合用于金属板材的弯曲变形,可卷制圆形,弧形和一定范围内的锥形工件,并有板材端部预弯功能,本机型两个下辊为主动辊可水平移动,上辊为从动辊可上下移动,移动方式有机械式和液压式,传动轴均采用万向连轴器连接。
安全操作流程
通常机械设备的作业效率和故障率与操作人员之间的关系是非常密切的。作为危险设备的操作人员来说,应该多了解相关知识,才能有效地避免因操作人员的失误导致意外事故发生。
下面让我们一起来了解卷板机操作细节安全要求:
1.首先是操作人员在操作之前要对作业的环境周围整理好,保持一个良好的操作环境。
2.同时操作人员的穿着一定要整洁,避免在作业的过程中将衣服角等卷入轧辊内。
3.在工作的过程中一定要注意操作人员只能站在工件的两侧,这才是最安全合理的位置。
4.加工件到最后的时候要留一定的余量。
5.如果在操作过程中要进行调整测量尺寸圆度的话,那么一定要停机操作,禁止在作业的过程中操作。
6.测量尺寸圆度的过程时禁止操作人员站在已滚好的圆筒进行,同时禁止在需要加工的工件上站人。
7.对于一些加工较难的工件:如较厚或是直径较大、原材料硬度或强度较高的工件等,都应通过少量多次的作业,才能将工件做成要达成的效果。
8.对于一些工件直径较小的,应该放在轧辊中间滚卷进行作业。
注意事项
1.卷板机必须有专人负责管理。
2.操作人员必须熟悉卷板机的结构性能和使用方法,经负责管理人员同意后,方可进行操作。
3.开机前要仔细检查安全装置是否完好。
4.操作时,严禁手、脚放在滚轴和传动部件及工件上。
5.工作中断后,应将离合器打至空档。
6.多人协同作业必须要有专人指挥。
7.严禁超负荷工作。
8.上辊的升降翻转轴承的倾倒复位及上辊的平衡,须在主传动停机后进行。
9.工作场地禁止乱堆工件及杂物,做到时刻保持机床及场地清洁。
10.作业完毕,应切断电源,并锁好电源箱。
11.对卷板机组件进行清理,特别是连接的地方。
12.卷板机组装的时候要遵循由内到外、先下后上这样一个原则。
13.装配中优先集中处理使用同一工装进行装配或者同一方位的装配工作。
14.装配过程中要严格按照设计图来进行装配,在尺寸、规格等方面要严格把关。





