
新闻动态
NEWS

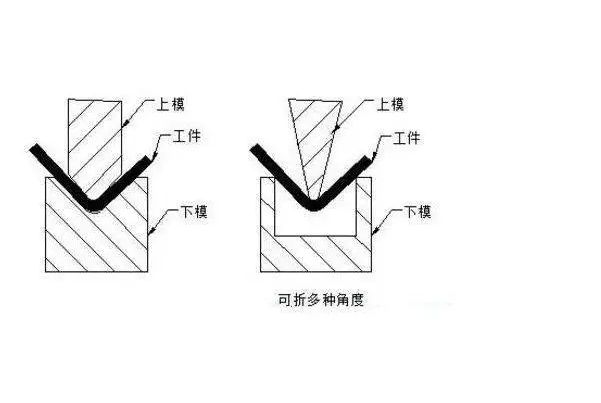
折弯模具大致由中间板、上模、下模、导轨、下模座等,这类模具通用性强,大部分加工都可以完成。
一、了解模具的品种和参数
折弯机实际使用时,根据折不同板材需要配不同折弯机模具的,首先要对折弯机模具的加工参数有所了解,才能选择相互匹配的模具。
上模部分:直剑刀,直剑(大,小)弯刀,鹅颈(大,中,小)弯刀,30度尖刀,压平刀,简易模具,特殊模具,圆弧刀具等。
下模部分:双V槽 V4-V7 V5-V9 V6-V10 V7-V11 V8-V12 V15-V18等。
模座部分:单槽模座和双槽模座。双槽分低工位(55cm)中工位(75cm)高工位(135cm)三种。
二、模具材质的选择
不同的材料因为本身结构不同,所使用的刀具也不相同,所产生的耐酸碱,抗拉强度,材料硬度,拉伸系数,可塑性等都不相同。选择模具时可根据机床的压力,结构,材质,工件展开尺寸,工艺要求,表面处理等进行合理选择。
一般情况下,铁板类可选择下模的槽口宽度是材料厚度的5-6倍,不小于4倍,不大于8倍。不锈钢选择下模的槽口是材料厚度的6-8倍,不小于5倍。铝,铜类可选择下模的槽口是材料厚度的8-10倍(应避免折弯时表面产生裂纹)。

三、工件与避位的问题
上模的选择根据工件的避位,避钉,避螺母等结构进行合理选择,工件需要左右避位时可选择弯刀或很多加工件需要单V或者双V槽的下模,那在折弯加工件的时候要根据板材的厚度以及硬度来选择V槽,一般T≤4mm时,V槽就≤24mm,而T≥4mm时,则V槽大于等于32mm ,同时注意如果加工件需要90度折弯时,为了避免模具损坏或者加工件报废,V槽不得小于4t,操作中要考虑成型过程中有可能产生的各种异常状况。
特殊模具的选择根据它结构的本身形状,性能,尺寸,外观和机台的安全高度,机台的压力等进行合理利用。段差模的调整是根据工件段差的尺寸要求调整模具中间的填充物的多少来控制工件的尺寸。
推荐阅读: 油电混合数控折弯机的优势你了解多少?





