
新闻动态
NEWS

钣金智能工厂的智能化不仅需要数字化、大数据等新兴技术的支持,工厂无人化生产的真正核心,还得取决于互联互通的智能装备。
无论是前套的开卷、下料机床,还是后套的焊接、喷涂设备,国内市场均已百花齐放,已有较多的成熟方案可供选择。
而中间核心的钣金成形设备,仍然以数控折弯机为主,配上机器人,虽然可以一定程度的减少人工投入和劳动强度,但新工件示教、折弯模具的灵活高效的变换等,依然需要人工干预,没有较为成熟可靠的方案。尤其对于多品种、定制化、高精度的生产要求,依然让智能工厂的落成不那么尽如人意。而四边折边单元的应运而生,通过其单侧折弯、自动换模、翻转换边、分区取料等高科技技术,成功打破了壁垒,助力钣金智能工厂互联互通、柔性绿色、全线无人化的高效安全的生产。
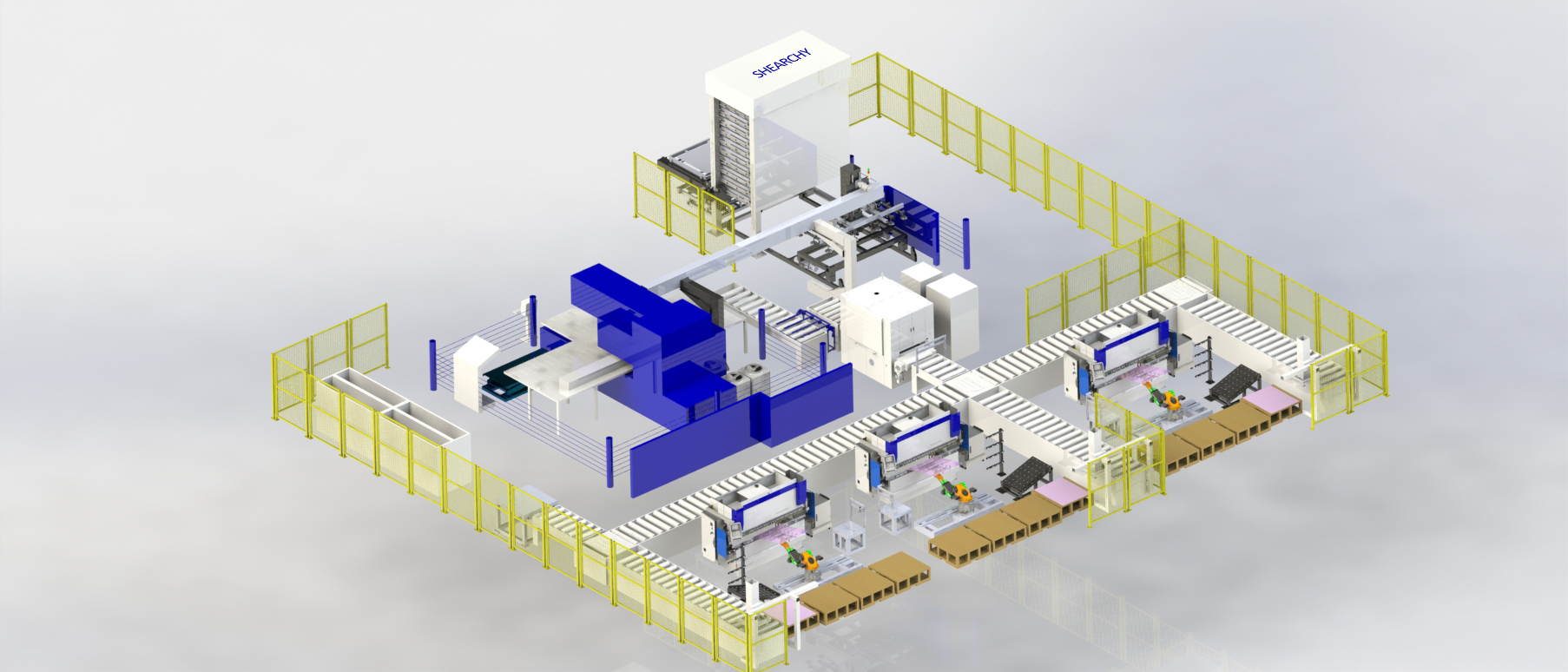
折弯机器人和自动化是许多公司投资的选择,以提高生产质量,改善工作环境,弥补工人短缺。很多人认为购买机器人主要是为了替换工人,但事实上我们很少看到购买机器人导致员工下岗的案例。我们从媒体得到的关于机器人的偏见是,机器人的主要工作是取代人类的工人。实际上,大多数公司并非如此。更多的是让工人从一线变到了二线,成为了监管机器人工作的职能,同时在机器遇到故障时加以处理。
影响折弯质量的主要因素
折弯模具是用来折弯加工的主要工装,通常折弯工件的形状和尺寸取决于模具精度。模具的精度越高,装配越精准,折弯件精度也越高。此外,模具定位的结构及精度对工件尺寸的精度都有较大影响。
折弯板材性能对折弯件质量的影响主要表现在两个方面:
1)实际生产中我们发现,即使不同批次、不同厂家的材料,都会存在性能波动,应力及回弹情况也各不相同,直接导致了折弯件的精度不稳定。
2)材料的厚度在上下公差范围内的波动也是影响精度的原因,即使采用同一折弯模进行折弯,所得到的工件尺寸与形状也有所差异。厚度大的,折弯时阻力大,回弹小;厚度小的回弹就大,影响了工件的精度,并且易产生翘曲及扭弯现象。
折弯工序增多时,各工序的累积误差会增大,此外,工序前后安排顺序不同也会对精度有很大影响。通常遵循先短边后长边、先外围后中间、先局部后整体的顺序。应当考虑模具与工件干涉情况,合理安排折弯顺序,折弯顺序不是一成不变的,要根据折弯的形状或工件上的障碍物适当调整加工顺序。
形状不对称和外形尺寸较大的折弯件回弹的偏差会明显增大。
影响回弹的主要因素
⑴材料的力学性能
材料的力学性能指的是材料的抗剪强度,抗拉强度和材料屈服点伸长率。由于材料的种类、牌号不同,它的力学性能也不一样,并且伴随批次不同有波动。
⑵材料表面质量
板材厚度、表面质量对回弹有较大影响。若材料表面不平,凹凸或有异物,在弯曲时将会产生应力集中,对回弹有较大影响。
⑶相对折弯半径R/T
R:折弯上刀半径T:材料厚度
相对折弯半径R/T值越大,则回弹值越大。因为R/T值较大时,变形程度很小,折弯断面中心部分会出现很大的弹性区,伴随回弹值就大。所以一般都选择相对小的相对折弯半径。但过小的折弯半径易使弯曲处破裂,必须均衡考虑。
⑷折弯角
折弯角越大表示变形区越大,回弹值就越大。但折弯角与折弯半径的回弹值无关。
(5)设备精度及折弯速度影响
例如,在U形件折弯过程中,由于折弯机吨位大小、工作速度等因素的不同,都会使折弯尺寸发生变化。
综上所述,钣金折弯生产线缩短生产时间,提升生产力,机器人可以产生一个更一致的结果。机器人被编程为重复完全相同的动作,因此,许多公司使用机器人来提高产品质量。





