
新闻动态
NEWS

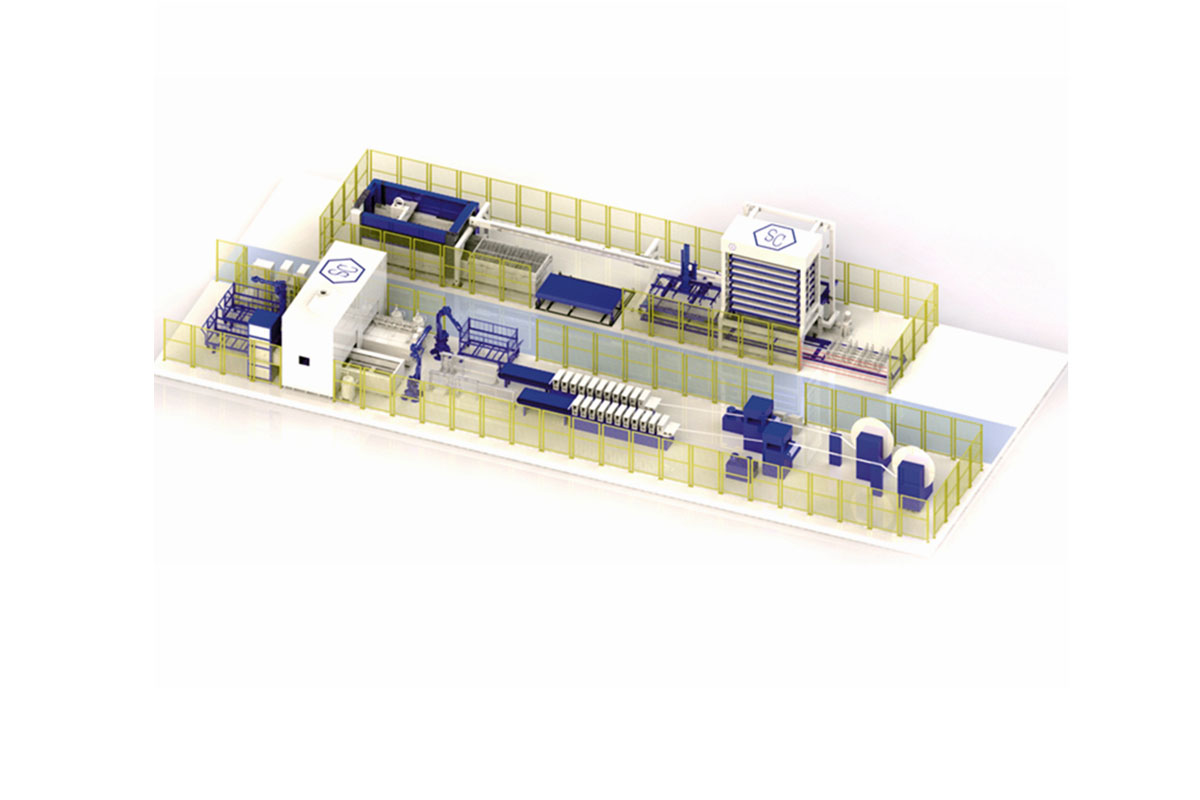
要进行冲、折联动加工运行时,冲床上下料单元与折弯机器人单元构成全自动运行模式。
上料装置从立体料库的上料区取出一张将要加工的板材。定位加工完了后,由延长下料装置进行下料,搬送至折弯传送带上与机器人之间进行自动折弯联线。
冲床、自动上下料立体料库、折弯机器人(下料机器人)及折弯机之间进行紧密的通信对接实现无中间环节的全自动的冲、折联动加工。
不需要与折弯机器人单元之间进行联动运行或夜间进行冲床单元无人自动加工时,冲床与料库之间可构成一个独立自动上下料单元进行运行,
根据人工在冲床上制订好的加工计划将所需板材放入立体料库中将其材料层和成品层设定好。材料层的材料全部加工完之后可作为成品层来堆垛装载成品。8层的料库最多可制订自动循环存放7层成品。
根据客户需要,折弯机器人单元也可以作为一个独立单元进行加工运行。如果冲床加工节拍时间与自动折弯节拍时间不相匹配,对其他冲床加工的工件需要自动折弯加工或联线冲床、料库发生故障等情况时,可采用此运行模式进行自动折弯加工。
少量需要紧急冲折加工时,可通过操作人员手动将加工板材进行手工上料、定位。
冲床加工完了之后延长下料装置会将折弯工件自动搬送至折弯传送带上→传送带自动搬送至机器人吸料定位→与折弯机器人之间实现自动冲、折弯联动模式。
出现对立体料库的材料进行紧急加工或大板套料加工后,需要马上采用人工去微连接分拣等情况时,上料装置可以自动从立体料库的材料上料区吸取一张板材进行自动上料定位加工。由工作人员从冲床的左侧进行手动下料运行操作。
工作人员一张张手动将加工材料定位上料之后加工开始,加工完了之后由立体料库的下料装置进行自动下料,将成品自动堆好垛后可手动出库或自动放进立体料库中。此模式适用于网孔板等加工。
立体料库单元故障或需要加急部品对应时,采用冲床单体手动运行模式。通过人工手动上下料来进行冲床单机加工以满足客户生产要求。冲床作为一个独立单元也可使用。
折弯机器人自动折弯不可对应的工件,加急部品折弯工件等需要加工或折弯机器人发生故障时可采用折弯机单体模式。





